��ǰ䓸������I�ķ�¹�ˇ�������ֹ��Ᵽ����ɣ�����һ����߅���ɔ�ʮ�l���p��ÿ���ֹ���ֻ�ܺ���һ�l���p���ʬF�а�߅��ˇ�Ąڄӏ��ȸߡ����ù��r�ࡢ���Ú��w�ࡢ������ܶࡢ���Һ����|��߀���������F���г����õ����Ԅӻ����әC����ͨ�^�A�ߌ������A�ַ��̶�λ�����Ә���λ���\��PLC����ϵ�y���ƺ����Ƅӌ��Ҷ�λ�ù����ϵĺ��cλ���M�з�߅���ӡ���ȱ�����ڣ�����ˮ���ϣ��������y���F���ʵض�λ��һ�������]�а����A�O��λ���M�й̶����ں����^���У��a�����`��O��߅�����|�����¡����Ľ�Bһ�N䓸�匧����λ������߅�C�Ę��켰���c��
䓸��������λ������߅�C���ǽ�Q�����˹����ӄڄӏ��ȴ�Ч�ʵ͵Ć��}�����ÙC���˺����O�䰺�F��Ч�ʲ������˹����Ӹߣ�ʹ�ú;S�o��Ҫ��䌣�I���g�ˆT���ɱ��ߵĆ��}��
䓸�匧����λ������߅�C���������ڣ�X�S���_���O���ػ��_���ӵęC�ܣ�X�S�ŷ�늙C�әC����X�S���_���ӣ�X�S���_����O������Y�S��܉������Y�S���K������Y�S��܉���ӣ�����Y�S���K������Y�S���K���b�壬����Y�S���K���b����X�S���_��ȣ�����Y�S���K���b��������U���B�ӉKһ�ˣ�����U���B�ӉK��һ�������ɺ����̶��������ɺ����̶������O������ֱ�����������ɺ��Ӕ[����������ֱ�������[�Ӻ��ӣ�����ֱ���������ϲ��O�����Ɍ���ֱ�����������Ɍ�����λ�^�����Ɍ�����λ�^β��������Z�S���_������Y�S���K���b��������Z�S���_������Z�S���_������Z�S�{���z�ܣ�����Y�S��܉�����ɏ���һ�ˣ����ɏ�����һ��������Y�S���K���b�塣���У�������λ�^���^���Π����F�Πֱ���������Âȳ��z��ʽ���B�ӉK��U���B�ӉK�����е�Z�S���_��X�S���_������܉�ͻ��K��
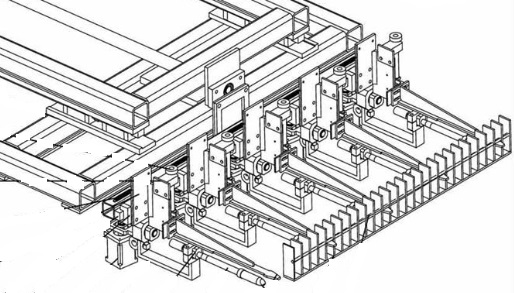
�����������g�������C����ǰ��߅���ӕr�� X�S�ŷ�늙C�әC����X�S���_���ӣ�ͨ�^ Y�S���K���b����ֱ�������Լ����ϲ��O�Ì���ֱ�������Č�����λ�^��X�S���M䓸��ɂ���߅��䓵Ŀ�϶�У����ڌ�����λ�^���^���Π����F�Π�S������������Ӷ��a��Y�S����ijC������������Y�S���K��Y�S��܉С�����ӣ��S������ֱ�������Ę��^���_���ӹ����棬���Ӕ[������ֱ��������ʩ�[�Ӻ��ӣ������^���Џ�����u���죬�����ꮅX�S�ŷ�늙C�әC���˻�ԭλ�������տs���ӌ�����λ�Լ��^ֱ��������λ��ÿ������֧���϶����{���ݗU�������{��������Z�S���������λ�á��@�ӣ����F�˰�߅���ӵ��Ԅӻ��������ܶ��l���pһ�ӣ���Q��Ч�ʆ��}����Ч��Q�˙C���˺����O�䰺�F��Ч�ʵͣ�ʹ�ú;S�o��Ҫ��䌣�I���g�ˆT���ɱ��ߵĆ��}��