һ�����̸śr
�x�����w���^�Ǖx�����w�����@��(n��i)��־�Խ���֮һ�����w����ƽ����L�S72m�����S52m�ęE�A�νY(ji��)��(g��u)���佨���߶Ȟ�11.5m��������e�s3400m2�����w�������O(sh��)�в�Ҏ(gu��)�t������䓸���b�䓸�����齨�����b������ܺõ��b�Ч�����������a(ch��n)���������·f�����ͼ���݆���J��ҕ�XЧ�����˴Εx�����w���^���b�䓸�ő�(y��ng)�Þ�ȫ��������

����ʩ���y�c��ʩ���������x��
��ʩ���^���У������܉�?q��)�䓸�����b�����õijʬF(xi��n)�����������ڬF(xi��n)��ʩ���^���е�ͻ�l(f��)��r�^�࣬��ˣ�Ҫ�_���O(sh��)ӋҪ��Ļ����M���γɻ��ε����wЧ�����������^����y�ȡ�ʩ����λ��Ҫ����O(sh��)Ӌ�����g(sh��)������ŬF(xi��n)���ӹ����M�b�����b�ȷ����M��BIM�߄������b��ԪӋ���ǰ�ڜʂ乤����
�鱣�C����䓸�ŵij���Ч������ʩ�����^�̱�횱��C�����c���䌍:�ٽ�(j��ng)���Ե�У������ǹ��S�л��c�F(xi��n)������У���_���O(sh��)ӋҪ�ڱ��Cʩ���^���е�ƽ�满���γ�λ�ž��c���b�^���п��g��λ�ľ��_�ȣ��ی��U�����ϡ���(ji��)�c�ӹ��ߴ�ƫ���M�п��ƣ��ܱ��C�U���c����Ƕȡ��h�����ֵľ��ʶ�λ����С��Ԫ̥Ĥ����ƴ�ơ�����֧���F(xi��n)�����ӣ����C������ʻ��ȡ�
���挦��λ䓘�(g��u)�����b����������|(zh��)�����Ƶ�ʩ���y�c�r����(y��ng)��ʩ���ʂ��A��ʹ��Teklaܛ����CADܛ����BIM���g(sh��)����ǰ�M�ЈD����O(sh��)Ӌ���A(y��)�ȴ_����ŵ�����픶˶�λ�c���ˣ��U������(ji��)�c�ӹ��ߴ硣
��ʩ���^���У����ڬF(xi��n)������̥Ĥ���M��С��Ԫƴ�Ʊ��C�U���Ƕ����_���ں��ӕr����(y��ng)�Ȍ�ÿ���U�����_�c����̎�������(ji��)�c��ˮƽ��֮�g�M���c���������и�ŗU��ȫ�����b��ɺ����_ʼ�a������(y��ng)ע���ڴ��ȴ�λ�IJ�λ���b��ȡ���Ç�����Ա��C��(g��u)���Ĝʴ_��λ�Լ��F(xi��n)����ȫ��
����ʩ��Ҫ�c
3.1��O(sh��)Ӌ�_����(ji��)�c����
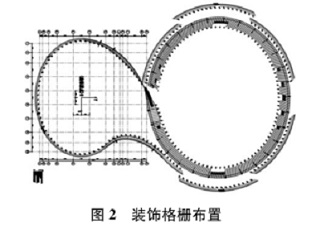
����Teklaܛ����CADܛ����BIM���g(sh��)����ǰ�M�ЈD����O(sh��)Ӌ���L�Ƴ��b�Ų��ÈD(Ҋ�D2�����U����ֈD�����_��λ�ӹ��D�͗U���ӹ��D�ȡ�
3.2������_�c���?sh��)Ķ��?/STRONG>
1)���_��λ��GPS��λ�x��ÿ���ܼ��������c�y�O(sh��)����Ż��A(ch��)�ϣ�������ʹ��ȫվ�x�M�Џ�(f��)�y���Դ_�����_��λ�Ĝʴ_�ԡ�
2)��픶�λ�U����߶�15.6m����GPS��λ�x���ϲ����_���˴�ֱ���£���������һ����Ԫ����С��Ԫ����ÿ���T��̎���ҿ��h��̎��Ϊ���Ԫ�����b�r��(y��ng)����픒쾀��������(y��ng)�c�����c���ʡ��鱣�C��픶�λ�U���Aб�Ƕ����_����(y��ng)��̥Ĥ����ȡ�ʲ���(f��)�y�Ƕȣ���ʹ���A(y��)ƴ��ԇ���ȷ�����̥Ĥ�M��У���c���M��
3.3䓸�ŗU���ߴ�Ř�
1)����(j��)�O(sh��)Ӌ�D���Ϙ�ע�ijߴ缰��(g��u)���ӹ����칤ˇҪ��Ę˜ʳߴ���CAD�������Sģ�ͣ�����Teklaܛ�����U����ֳɼӹ��D����������(y��ng)��܇�g�M�����졣�ڼӹ���(f��)�s��(ji��)�c�Ę�(g��u)���r����(y��ng)��ǰ�c�ӹ��ˆT��ͨ������ӹ����F(xi��n)և�`��
2)�F(xi��n)��̥Ĥһ���x��5mm���䓰塣��ʩ��ǰ����(y��ng)䓰��ϸ���(j��)�D���O(sh��)Ӌ�ĽǶȘ�ӛ�����w���ͳߴ磬����I14�����ڿ����c̎����̥�ܡ�
3.4��������c����İ��b�Ƕȿ���
1)��̥Ĥ�������õ�С��Ԫ�����ؙC������Ż��A(ch��)�A(y��)�����λ���ϲ������ؙC���b����ˮƽ䓹ܲ�λʹ�õ���Կ������w���֡����b�r������Ԫ�ܼ������_�����������GPS��λ�x���������档������ȫվ�x�{(di��o)�������ˑB(t��i)�����c����ĽǶȡ���У���ꮅ�����_�����c���Ӳ���(f��)�y���ڴ_�J��(g��u)���ˑB(t��i)����Ҫ����ٌ��ܼ��c���_����M����
2)����֧��̎��(y��ng)�м����ӣ���(y��ng)����(j��)֧���ӹ��D��������֧������̥Ĥ���ό��h�����ֵĆ�Ԫƴ�ƹܼ��c����֧���M�к��ӣ���(y��ng)ʹ��2�_25t���ؙC�����M�����w̧�𡢵��b����λ����ʹ��ȫվ�x����(g��u)���ˑB(t��i)�M�Џ�(f��)�ˡ�
3.5䓹������л�����
ᘌ���ͬ���ʴ�ֱ����䓹������л���(y��ng)���Ì��I(y��)�䏝�C��ԓ�O(sh��)������늙C���p�������L݆���ͱ�늙C���X݆�ͱá������y��늴œQ���y�������ס��݆������Ȳ����M�ɡ���ӹ����E���¡�1)��䓹ܷ����䏝�C�ϣ������c�p�������ӵĝL݆���|���o�ֱ������i�o��������늙C�ͱýM��2)��늄��ͱ��M�п����c�{(di��o)����ݔ���߉��͡�3)��䓹��c����֧�ΝL݆���o����δ�l(f��)��׃�Εr�_ʼӋ�㣬�����M���L���M�̞�ÿ��10~15mm��4)�_����늙C������늙C����䓹ܹ������M�з���(f��)�ӹ���ֱ����(g��u)���_���O(sh��)ӋҪ��
3.6���ˮƽ�ܹ�(ji��)�c�ĺ������
����䓽Y(ji��)��(g��u)�����������|(zh��)��Ҫ��ߣ����p������������䓹�ֱ����304mm���ں��35mm����ˣ����ӹ�ˇ���в��e��������ɚ�����(y��ng)�������տs׃�Ρ����p�Ӡ�˺�Ѽ����Ѽy���Ķ�Ӱ������Y(ji��)��(g��u)��ȫ�����b���ȡ���ˣ��ڼӹ��^���Б�(y��ng)��ȡ���´�ʩ��
1)�鱣�Cˮƽ���B��ƽ혣����Ì��I(y��)ܛ����֘�(g��u)��Ԕ�D���C�p�����ܡ����桢��؞�����⹝(ji��)�c�ӹ��������_��
2�����D���O(sh��)Ӌˮƽ��ÿ��Ԫ�ĽǶ�λ�÷Řӵ�̥Ĥ�ܣ�ˮƽ���c��؞�̹��c������̥Ĥ���ϱ�횱��Cÿ��Ԫˮƽ��λ�Üʴ_��
3)ƴ��С��Ԫÿ�쑪(y��ng)���b5~7ƴ��ˮƽ�ܲ�λ�ֲ����F(xi��n)ƫ�(y��ng)ʹ�õ���{(di��o)����ÿƴˮƽ��֮�gȫ�����c����Ȼ���һˮƽ�ܝM��һ������ƴ��С��Ԫȫ�����b��ɺ��ٷ��،�ˮƽ��֮�gȫ���M����
4)�A�ܘ�(g��u)���ĭh(hu��n)�p�������¿ڃ�(n��i)��(c��)���ÚⱣ����ס�������w�棬Ȼ���M�����(c��)����������(c��)���w����ɺ��ӡ�
3.7���b
�h�����ֿ��36m����ƴ��34.6t����(y��ng)��ȡ�p�Ç�����g(sh��)���C���bλ�Üʴ_��ȫ���ں���ǰ��(y��ng)ʹ��ȫվ�x������(g��u)��λ���M�Џ�(f��)�ˡ�
3.8Ϳ�b��ˇ
��Ϳ�b��ˇ��Ҫ��(y��ng)����(g��u)���M��߅���ӹ������M��ȥ��ë�̡������������w�R�P�۹��ȹ�ˇ���̡���Ϳ��(y��ng)������M�в��������ÿ������(y��ng)�ȇ����ᣬ��ʹ�õ���ȫ����ſ��M�����g���ֵć�Ϳ����
�ġ��Y(ji��)�Z
䓸�ŵIJ��á���߅�������w���ⲿ������(g��u)��������@�G���wϵ�γ������(y��ng)�����γɾW(w��ng)�j(lu��)���P(gu��n)ϵ���@һ�O(sh��)Ӌ����ֵđ�(y��ng)���˹�(ji��)�ġ���(ji��)�ء���(ji��)�ܵ����a(ch��n)���췽ʽ����ʹ�����;��ԏ������ڻ��������õIJ��ϣ����H���ڱ��B(y��ng)�S���£�߀�����˹��S��Ҏ(gu��)ģ���a(ch��n)���p�٬F(xi��n)�����I(y��)��������˲���ʹ���ʼ�ʩ��Ч�ʡ��oՓ���O(sh��)Ӌ��ʩ�������w���^�������r���������C�c����������ʽ�w�F(xi��n)�˳�����
䓸���b�(g��u)������ʩ���ٶȿ죬���ڶ̡����L�����;��Ժõ����c��ԓ�Y(ji��)��(g��u)�c���A(ch��)�B���ι̣�������ڱ��C�����|(zh��)����ͬ�r����Ч���;S�;S�o�ĺĕr�c�M�á������^���wЧ�����^���������õ��Ј��ƏV�c��(y��ng)��ǰ����