������壬���������p�����ȸߡ���ȫ�ɿ���ʹ�É����L�ȃ��c���^�õ؝M���ˬF����ʹ��Ҫ���C�˹����ˆT��������ȫ�Լ�����˹���Ч�ʡ�������岻�H�m���ڽ���ʩ�����I�������m����݆�ɴa�^�����\�bж���촬���I�ȡ���˾�����a����������В��^ʽ����Ӱ�ʽ�����ʽ������ʽ�ȎN��
������ˇ
Ŀǰ��˾��������a��ˇ�����ɳCֱ�����ϡ�ƽֱ�����ࡢ�_�ס����͡������^��ˢ�͵ȹ���M�ɣ��C�����¡�
(1)�_��ƽֱ���������_��C�_����������݁�L��C�Cֱ��
(2)�������϶��L������Һ������C�������L�Ȟ�2990���ס����Еr��ע����ж��澀�c���ľ��ഹֱ���Ա��C���Ͼ��_���ڶ������з��棬��ԇ�ƳɈA�P�������к�������չ�_�ߴ�300x34���ס����гߴ�Ѵ_������Ч�ʴ�����ߡ�
(3)�����β۲���400�������C�������OӋ�����Σ��D��̎�ɈA�ǡ�
(4)�_����߅�����ö��_�^�_�ף������õ�ë����̥���ڛ_���ϛ_�ס����ֹ�_����ë�̂��ˣ�회�ë߅�ؾ���ͬ�r�������䏊�ȡ��_�וr�����g�࣬���ؿ������������ö��ЗU���ɿ��ơ����÷�߅ģ��һ�οɛ_9���ף�����ɷ�߅���_������߅Ŀǰ�@����������ϲ��ÃɷN������һ�Ǜ_�������Ȍ�ƽ�����̥ģ���_���ɲ��Σ��ٛ_����߅��������һ��̥ģ���ٛ_�����ߡ�������߅��������150������߅�C���ۃ��ߣ����۾�߅������۸߶ȣ���߅���ț_���������aЧ�ʸߡ���Ҏģ�Ĺ�˾���Բ����ϛ_�יC�����Ì���ģ�ߣ����۰����˛_�יC�������B�m��ɛ_��߅������Ч�ʸߣ��ڄӗl��Ҳ�õ����ơ�

(5)�����^�͒��^���ͺ������壬�ɶ˶��^��ö��^���£�����һ�˺��ϒ��^���������^��ǰ���Ȱђ��^ͬ���^�庸��һ�𡣒��^��̥���Ƴɡ��鱣�C�M�b�|���������ýM�b̥�ߡ��M�b������������ÿ��500����һ����壬���g�������c�������c�L�Ȳ�С��10���ף����c������6�������p�߶�2�������ϡ����^��M���M�������p�߶Ȟ�3���ף����^�c���^�庸�p�߶Ȟ�6���ס�
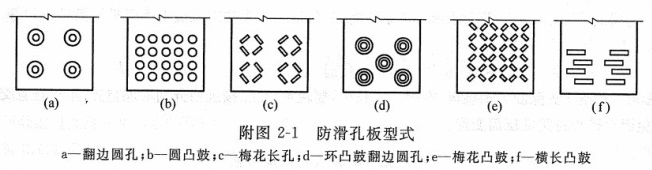
(6)������ķ�����ʩ����Ҫ������䓰屾����ľ���Ħ��ϵ��С�ö࣬���Ԍ�������횲�ȡ������ʩ�����ܱ��C�����ڸ߿ղ����r�İ�ȫ��Ŀǰ���õķ�����ʩ��Ҫ�����N��ʽ��(a)�����c��߅�A�ף�(b)��߅�A�ף�(c)÷���L�ף�(d)�A���ģ�(e)�L���ģ�(f)÷���ĵȣ�������ǰ���N�ķ������ܺá�������ʩ��ȡ�_������ʽ���������Ļ۵ȷ�ʽ�������ܶ�ײ���������λ�Ñ���ֿ��]���_վ���ķ��������C�_վ���κ�λ�ã����ɲȵ�3��4���ף����ܱ��C��һ����Ħ���������˱��C����ʩ���İ�ȫ�ԣ��������^��Ҳ����̫С�������׳����ܱ��C����Ҫ���⣬߀�����Cһ��ʩ���ˆT����ָ�ܲ���׃ȣ��Ա�������İ��b����ж�Ͱ��\�����]���@Щ���أ����x��18�����^���m����߅���Ãȷ�߅����߅�⏽��40���ף�����80���ף����г�÷���Ρ�
��7)����������^����������^ˢ�͡�ˢ��ǰ������������Ƀ������P����Ŀǰһ����ð�ׇ��t�����飬���懊�t��һ�飬ɫ��һ�飬��ȫ�����r���ᡣ�ڇ���ͬ�r��ӡ���̘ˡ���̖�ͳ��S���ڵȡ�
��8)�|���z��ÿ�����S�aƷ��횽��^���^�z�顣�ϸ�aƷҪ���кϸ��C��ÿ���aƷ߀횳���M�к��dԇ����Ҫ�ʳ��S��
��9)���b���S�ɲ��ú��װ��b����b���������\ݔ�ͱ��ܡ�
������|��Ҫ��
������|���˜����£��L�����Sƫ��ʿ3���ף��������Sƫ��ʿ2���ף��߶����Sƫ��ʿ1���ף��������ʸ��<3���������氼ʿ3���ף�����ֱ�Ƕ����Sƫ��ʿ3�ȣ����g�ӏ��ߺ��p�L�Ȳ���С��3���ף����^�庸�p���M�������p�߶Ȟ�3���ס�